易有限公司")
專供鍋爐、石化用高壓無縫鋼管
電話:13102008542、022-26926620
專供鍋爐、石化用高壓無縫鋼管
電話:13102008542、022-26926620



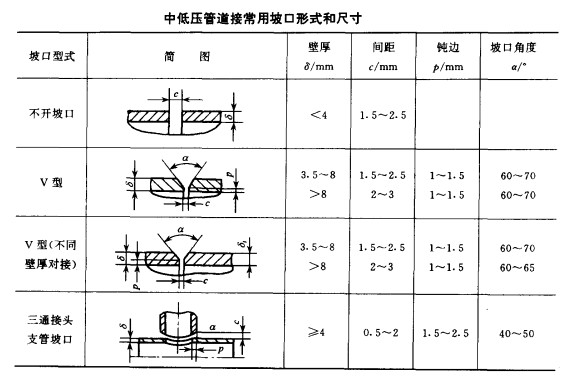
無縫鋼管的坡口形式
為了保證焊縫的焊接質(zhì)量,無論何種材質(zhì)的無縫鋼管,當厚度超過允許標準時,焊接前都需要進行坡口。坡口的形式分為V型、X型、雙V型和U型等。中低壓無縫鋼管常用的坡口形式和尺寸見下表。
無縫鋼管如何打坡口
高壓無縫短管的坡口應采用車床加工,長管道的坡口可用來移動式坡口機加工。合金鋼無縫鋼管盡可能不采用氧氣-乙炔焰切割法來坡口,因為采用這種坡口方式會使管端受到一定溫度的影響,必要時還須采用調(diào)質(zhì)或回火處理。當既不能采用車床加工有沒有坡口機時,可用砂輪坡口,配合角向磨光機修口。
中低壓無縫鋼管可采用坡口機或氧氣-乙炔切割方法坡口。當采用氧氣-乙炔切割方法坡口時必須注意坡口后的氧化鐵渣的處理。坡口切割后要用角向磨光機對坡口上的不平度和氧化鐵進行處理。
為了保證坡口的正確角度,可制作標準樣板,用樣板檢查坡口角度。當坡口角度過大時會增加焊條的熔鑄量,浪費焊條及多消耗電力,焊口處的機械性能又難以穩(wěn)定;如果坡口角度過小,又難以保證熔焊有效面積,甚至導致管口不易焊透。